铝塑包装机的清理工作:全自动平板铝塑包装机是将合格片剂、胶囊进行分装的主要设备。因其直接接触药品表面,因此,其清洁程序直接影响药品质量,黑龙江食品包装机厂家。生产前后均要对铝塑包装机进行***清洁。生产后,切断铝塑包装机电源,剪下机上剩余的PVC及铝箔,取下入箱封存。用干净湿抹布擦拭PVC导向柱、铝箔导向柱、控制面板、成型模表面、模孔、吹气板、切口处、出料口、牵引模板等表面上的粉粒、污迹。用铜刷刷净上下加热板上的粉粒、污迹。清洁粉刷板装药槽内毛刷、刷辊及四壁、漏药斗等,用干布擦拭一遍。毛刷要吹干。擦拭成型导柱、热合导柱、气缸柱、切痕导柱、切刀导柱、牵引气缸杠、滑柱处粉尘、油污。清理、擦拭机台、机体表面的粉尘及污渍。检查气管工作情况,若内部有污物、拆卸进行清理、刷净,黑龙江食品包装机厂家。清洁完后,用纯水对各部件、设备外表面进行全方面擦拭一遍,再用75%乙醇擦拭消毒,黑龙江食品包装机厂家。浙江锐捷机械有限公司全自动铝塑包装机,期待您的光临!黑龙江食品包装机厂家

平板式泡罩包装机的操作:①备好药品、包材,更换批号字模板,安装好PVC及铝箔,检查冷却水,认真清洁设备;②打开电源送电,接通压缩空气;③按下加热键,并分别将加热和热封温控表至合适温度;④将PVC硬片经过通道拉至冲切刀下,将铝箔拉至热封板下;⑤加热板扣热封板升至合适温度时,将冷却温度表调至合适温度;⑥待药品布满整个下料轨道时,按下电机绿色按钮,开空车运行,待吹泡、热封和冲切都达到要求后,按下药片斗振动按钮和行星布料开关;⑦调节下料量,使下料合乎要求,进行正常包装∶⑧包装结束后,按以下顺序关机;按下药片斗关机按钮→按下电机红色按钮→主机停→关闭总电源开关→关闭进气阀→关闭进水阀。然后是清理机器及现场,保养包装设备。海南卫生巾包装机地址浙江锐捷机械有限公司提供让您放心,让你满意的产品!
铝塑热封平板式铝塑包装机的铝塑热封也是通过凸轮对模具的两只平行板块做上、下往返运动完成的,且两块平行板的网纹对应热封,使整个版块平面压力平衡均匀,更提高了版块封合的气密性和防潮抗湿能力,延长了包装物的贮藏时间。PLC的程序设计人性化的操作面板,使操作达到简便的程度,缩短了操作人员熟练上岗的时间,也降低了对操作工培训的成本。改进不同形式的加料装置可以适应不同规格形状物品的下料需要,针对奶片,我们采用了一种盘槽式震动下料装置,奶片通过震动导轨托盘沿盘槽被送至盘槽滑梯口,沿滑梯下滑至泡孔内,十分准确,快速。震动托盘底部装有收集粉末的集粉盒子。大部分的粉末都被收集,明显减少包装版上粉尘散布量,这对版块封合气密性十分有利。
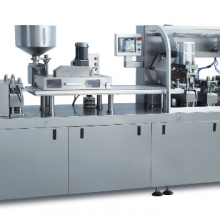
泡罩包装机的运作内容:1.整机采用全封suo式,与药品接触的部位均采用不锈钢板,光滑、平整、无棱角。设备自身不抵消费环境构成污染,以及不对药品产生污染,契合GMP规范标准。2.PVC成型为板式正压成型,由成型模和吹模组成。成型模向下运动,当与吹模接触后再向下运动0.5~1mm时开端吹气,气压为0.35~0.5Mpa,当成型模向上运动0.5mm时,吹气中止,成型终了,泡罩均匀挺括。3.夹持步进采用转臂式双夹持机构,二对定夹持不动,一对往复运动夹持PVC送进。调整摆杆及连杆的长度,使步进距离抵达板块尺寸的恳求,即每次成型的PVC长度。4.热封就是将已成型的泡罩填入固态药品,上面掩盖一层铝箔,在一定温度和压力作用下,融为一体的过程。由主动辊和带网纹的热压辊组成,工作时,PVC成型泡罩入进主动辊的圆周孔窝内,随其转动,热压辊则将PTP铝箔封合在一同,(热压辊温度1900C~2200C压力0.4~0.45Mpa)。5.打字压断裂线机构,采用加热方式一次完成打字、压断裂线,打字明晰,撕断性好。6.冲剪∶由步进辊带动已封好的PVC泡罩按工作循环步进,冲剪成所恳求的板块。保送机将板块保送进来中止装盒包装。浙江锐捷机械有限公司有全自动铝塑包装机,有兴趣的可来我司咨询!
泡罩包装机的操作方法:①备好物品、包材,更换批号字模板,安装好PVC及铝箔,检查冷却水,认真清洁设备;②打开电源送是,接通压缩空气;③按下加热键,并分别将加热和热封温控表调至合适温度;④将PVC硬片经过通道拉至冲切刀下,将铝箔拉至热封板下;⑤加热板和热封板升至合适温度时,将冷却温度表调至合适温度(一般应为30℃);⑥待药品布满整个下料轨道时,按下电机绿色按钮,开空车运行,待吹泡、热封和冲切都达到要求后,按下药片斗振动按钮和行星布料开关;⑦调节下料时,使下料合乎要求,进行正常包装;⑧包装结束后,按顺序关机。浙江锐捷机械有限公司提供全自动包装机,期待您到我司咨询!电子包装机
浙江锐捷机械有限公司提供全自动铝塑包装机,产品和服务质量,欢迎选购!黑龙江食品包装机厂家
伺服在泡罩包装机上的应用:1)PLC脉冲功能不强。在很多的大型或中型PLC中为了提高PLC的运算速度,都将高速的脉冲输出功能模块化。在PLC的CPU模块上往往没有高速脉冲输出口。伺服具备智能功能,无需外部脉冲即可驱动电机动作。(2)设备在运行过程中有一段因为一些干扰源的启动导致PLC输出的高速脉冲受到电气干扰,令原有系统中的伺服出现错误动作。而干扰在现场环境中是很令人头疼的事情。在设计系统时,应该尽量减少中间环节,利用驱动器中编程功能自行实现电机的运动曲线,从而减少外部脉冲在传输过程中造成的干扰。(3)为了让设备的定位更加的准确,就要让伺服系统对色标信号反应更快。原来的系统是把色标信号进入PLC然后再让PLC控制伺服停止。但是普通的PLC运行周期一般都有20ms左右,这个系统因为程序比较多,运行周期有50ms。那么色标定位的误差就大到了不能接受的程度。用伺服的快速捕捉输入口来检测色标信号,可以将对色标的响应时间提高到64us,从而提高伺服电机的定位精度,该系统整个电气部分定位精度基本在0.1ms之内。黑龙江食品包装机厂家
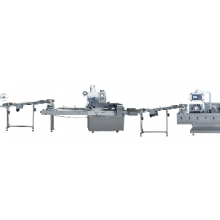
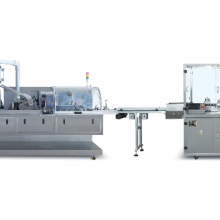
浙江锐捷机械有限公司致力于机械及行业设备,是一家生产型公司。公司业务分为包装自动化生产线,全自动装盒机,铝塑包装机,食品包装机等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司从事机械及行业设备多年,有着创新的设计、强大的技术,还有一批独立的专业化的队伍,确保为客户提供良好的产品及服务。在社会各界的鼎力支持下,持续创新,不断铸造高品质服务体验,为客户成功提供坚实有力的支持。